
IoT Applications in Manufacturing Sector
IIoT - Connecting Production line Systems

IoT Applications in Manufacturing Sector

With IoT applications in the manufacturing sector, manufacturers can monitor the condition of machinery and look for indicators predictive failure, for example – vibration, temperature or pressure outside threshold limits. This means that the technician needs to make fewer visits, reducing costs and resulting in faster recovery.
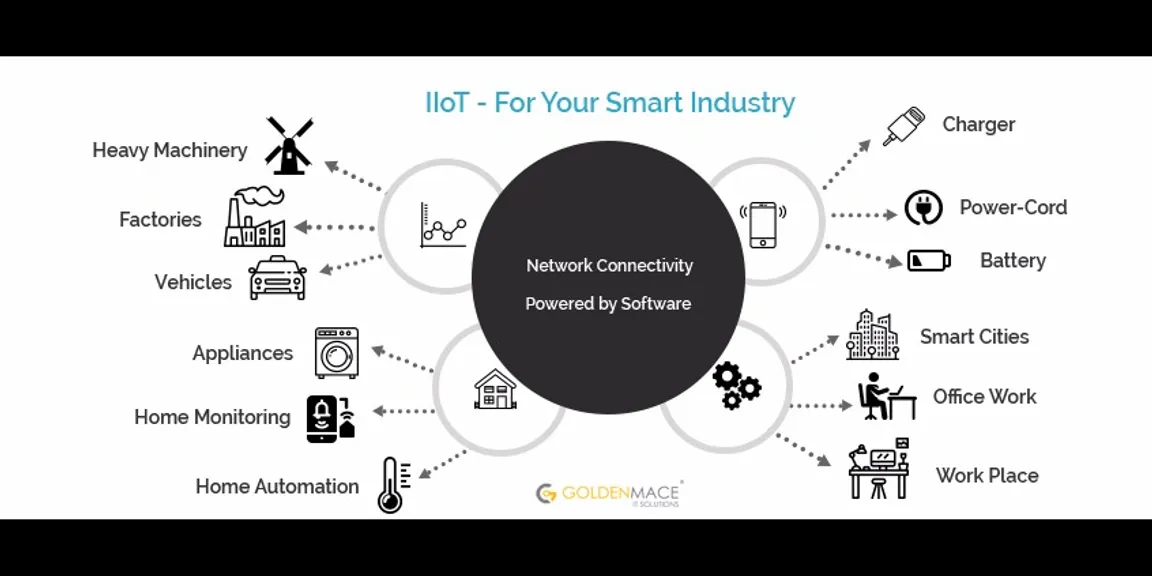
IIoT brings radical changes in the manufacturing process and can make the entire process flow and people more informed, efficient and productive. Smart manufacturing builds an environment where all information is available from within plant floor to supply chain.
Connecting Production line Systems:
By Connecting production line systems, manufacturers can move to predictive maintenance, making better use of resources and reducing unplanned downtime. It can improve equipment utilization and plant output overall. Manufacturers can also track pallets, shipping containers and equipment, both on and off site using location aware IoT devices. Using a mix of connectivity technologies, including cellular and satellite, this tracking can cover shipments across road, rail, sea and air transport.
This end-to-end monitoring reduces the chance of loss or theft and additional sensors can be used to verify that perishable or fragile goods are kept in appropriate conditions and handled properly throughout their journey.In connected supply chain, by connecting production line and plant equipment to suppliers, all units can understand inter-dependencies, the flow of materials and manufacturing cycle times.
IoT - enables system can be made capable for location tracking, remote health monitoring of inventory, and reporting of parts and products as they move through the supply chain. IoT system can also collect and feed delivery information into an ERP system providing up-to-date information to accounting functions for billing.
Cost Saving:
Energy is the second largest operating cost in many industries. However, many companies lack cost-effective measurement system and/or performance and management tools to optimise energy use in individual production operations.
Top five objectives of cost savings:
Improve product quality by 60%
Increase speed of operation by 55%
Decrease manufacturing cost by 60%
Decrease maintenance/uptime by 45%
Improve information of business analytics by 45%
Additionally, the top five IoT capabilities that the biggest challenges are identifying opportunities/benefits of the IoT, budget and resources to develop and expand the IoT, incorporating smart devices or embedded intelligence and adapting to existing technologies.
Experts believes that embedding smart devices including mobile devices will increase revenue from new product by 40%, increase market share by 40%, increase profit margin per product by 35%, improve branding/awareness of product by 30% and access new markets/sectors by 25%.
IoT Cloud Platform:
The IoT cloud platform is capable of interconnecting with various devices, collecting and analysing data and getting integrated with custom built applications. It always act as simple, reliable, secure and scalable platform.
Future:
There are some interesting ongoing and upcoming trends in the manufacturing market. Factors which are driving the IoT for manufacturing market include technology advancement in semiconductor and electronics, evolution of cloud computing technologies, standardization of IPv6 and support from Government worldwide. The rising adoption of IoT in manufacturing is expected to boost market for networking technologies, especially for wireless networks.
Current Status:
The Current status of IoT is growing rapidly, but it is important to have right set of partners. The diverse IoT solutions require inseparability between various hardware and software.
Thus it is very important to have partnership with key vendors for hardware and software as mobile application who can drive your dream in success by providing best solutions for your customer.
Please reach us at [email protected] or goldenmace.com for world-class IoT – Internet Of Things solutions Whether is for hardware or software.
